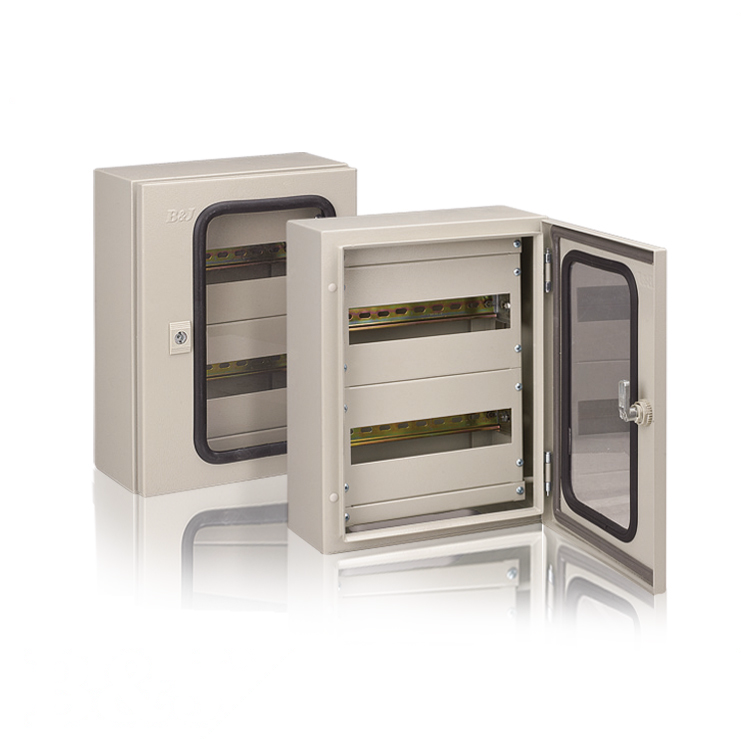
gabinete industrial a prueba de polvo
El armario industrial a prueba de polvo representa una solución fundamental para proteger equipos y componentes sensibles en entornos de fabricación exigentes. Estos recintos especializados ofrecen una protección integral contra partículas de polvo, residuos y otros contaminantes atmosféricos que podrían afectar el rendimiento y la durabilidad de valiosos equipos industriales. Los diseños modernos de armarios industriales a prueba de polvo incorporan tecnologías avanzadas de sellado, sistemas de filtración de alta eficiencia y materiales de construcción robustos para garantizar una protección óptima en diversas aplicaciones industriales. La función principal de un armario industrial a prueba de polvo consiste en crear un entorno controlado que mantenga una circulación de aire limpia, al tiempo que evita la contaminación procedente de fuentes externas. Estos armarios cuentan con sistemas de juntas de precisión, capacidad para mantener presión positiva y mecanismos integrados de filtración de aire que funcionan conjuntamente para establecer una barrera eficaz contra la intrusión de polvo. Las características tecnológicas de las soluciones actuales de armarios industriales a prueba de polvo incluyen niveles de protección clasificados según la norma IP, que suelen oscilar entre IP54 e IP65, asegurando una defensa integral contra partículas sólidas y una entrada limitada de líquidos. Los modelos avanzados incorporan sistemas inteligentes de monitoreo que supervisan de forma continua la calidad del aire interno, las diferencias de presión y el estado de rendimiento de los filtros. Las capacidades de regulación de temperatura permiten a estos armarios mantener condiciones operativas óptimas para componentes electrónicos sensibles, mientras que las funciones de amortiguación de vibraciones protegen los equipos frente a perturbaciones mecánicas. Las aplicaciones de los sistemas de armarios industriales a prueba de polvo abarcan numerosos sectores, como la fabricación de electrónica, la producción farmacéutica, el procesamiento de alimentos, el ensamblaje automotriz y las operaciones de mecanizado de precisión. En las instalaciones de fabricación de semiconductores, estos armarios protegen equipos críticos de pruebas frente a partículas microscópicas que podrían afectar la calidad del producto. Las plantas manufactureras utilizan instalaciones de armarios industriales a prueba de polvo para alojar sistemas informáticos, paneles de control e instrumentos de medición que requieren entornos operativos limpios. La versatilidad de estos recintos protectores los convierte en elementos indispensables para mantener la fiabilidad de los equipos y prolongar sus ciclos de vida operativa en diversos sectores industriales donde la contaminación por polvo representa riesgos significativos para la productividad y la calidad del producto.