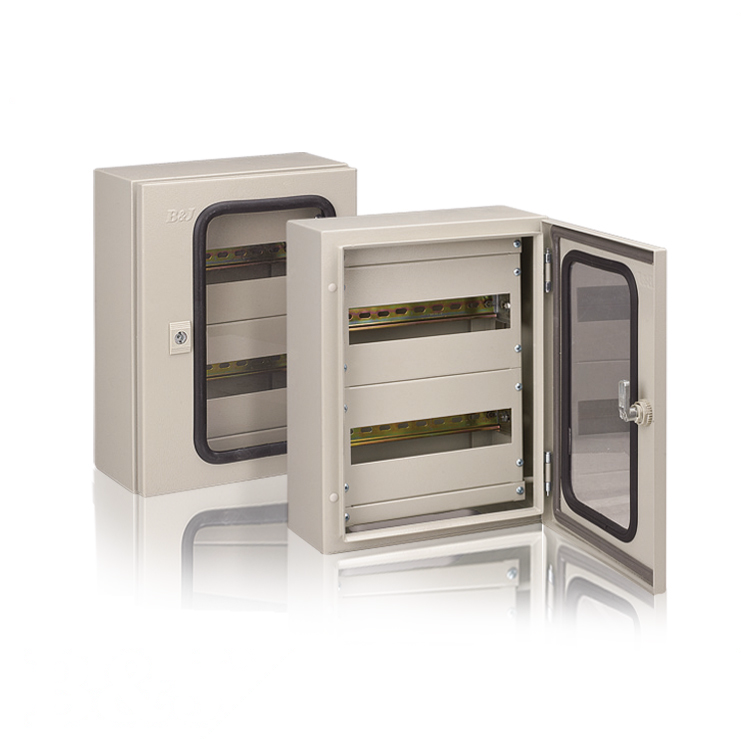
dustproof industrial cabinet
The dustproof industrial cabinet represents a critical solution for protecting sensitive equipment and components in challenging manufacturing environments. These specialized enclosures provide comprehensive protection against dust particles, debris, and other airborne contaminants that can compromise the performance and longevity of valuable industrial equipment. Modern dustproof industrial cabinet designs incorporate advanced sealing technologies, high-efficiency filtration systems, and robust construction materials to ensure optimal protection across diverse industrial applications. The primary function of a dustproof industrial cabinet centers on creating a controlled environment that maintains clean air circulation while preventing contamination from external sources. These cabinets feature precision-engineered gasket systems, positive pressure maintenance capabilities, and integrated air filtration mechanisms that work together to establish an effective barrier against dust intrusion. The technological features of contemporary dustproof industrial cabinet solutions include IP-rated protection levels, typically ranging from IP54 to IP65, ensuring comprehensive defense against solid particles and limited liquid ingress. Advanced models incorporate intelligent monitoring systems that continuously track internal air quality, pressure differentials, and filter performance status. Temperature regulation capabilities enable these cabinets to maintain optimal operating conditions for sensitive electronic components, while vibration dampening features protect equipment from mechanical disturbances. Applications for dustproof industrial cabinet systems span numerous industries including electronics manufacturing, pharmaceutical production, food processing, automotive assembly, and precision machining operations. In semiconductor fabrication facilities, these cabinets protect critical testing equipment from microscopic particles that could affect product quality. Manufacturing plants utilize dustproof industrial cabinet installations to house computer systems, control panels, and measurement instruments that require clean operating environments. The versatility of these protective enclosures makes them indispensable for maintaining equipment reliability and extending operational lifecycles across various industrial sectors where dust contamination poses significant risks to productivity and product quality.