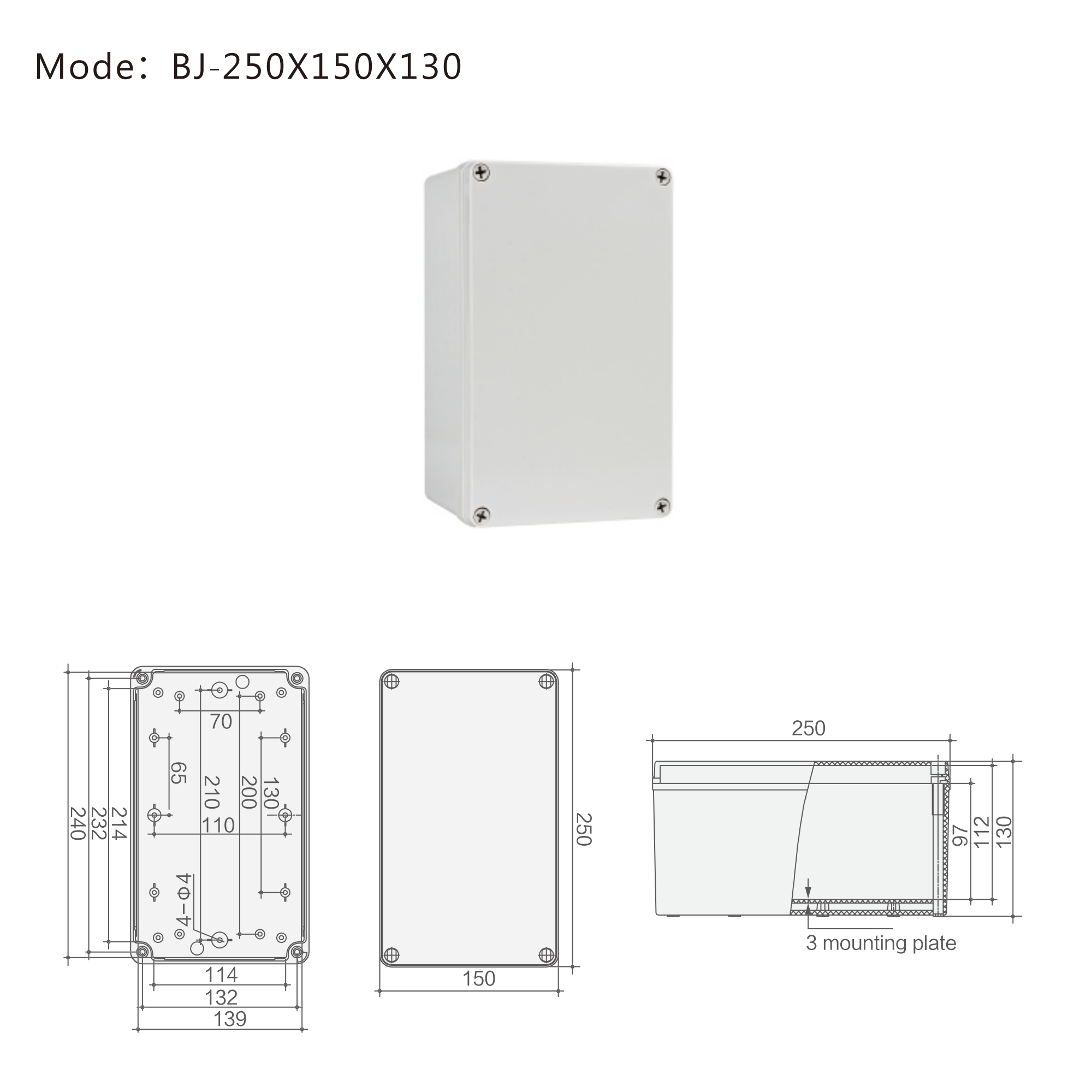
ארון חשמלי תעשייתי
ארונות חשמל תעשייתיים מהווים רכיבי תשתית קריטיים המאחסנים, מגנים ומאורגנים מערכות בקרה חשמליות במתקני ייצור, מפעלי עיבוד ומתקנים מסחריים. ארונות עמידים אלו משמשים כמרכזי פיקוד מרכזיים להתפלגות חשמל, שליטה במנועים וציוד אוטומציה, ומבטיחים פעולה בטוחה ויעילה של מכונות ומערכות תעשייתיות. הפונקציה העיקרית של ארון חשמל תעשייתי היא הגנה על רכיבים חשמליים רגישים מפני סיכונים סביבתיים כגון אבק, לחות, חומרים קורוזיביים ופגיעות פיזיות, תוך שמירה על גישה נוחה לתהליכי תחזוקה ואבחון תקלות. ארונות חשמל תעשייתיים מודרניים כוללים חומרים מתקדמים ועיצוב הנדסי שמאפשר להם לשרוד סביבות תעשייתיות קשות, כולל טמפרטורות קיצוניות, רטט וכיפוף כימי. מאפיינים טכנולוגיים מרכזיים כוללים מסילות התקנה סטנדרטיות להתקנת רכיבים בקלות, מערכות אוורור משולבות לניהול חום, ועיצוב מודולרי שמאפשר הרחבות או שינויים עתידיים. לארונות אלו יש בדרך כלל מספר מחיצות לרמות מתח שונות, כדי להבטיח הפרדה מתאימה בין התפלגות הספק בעוצמה גבוהה למעגלים נמוכים מתח של בקרה. ממשקים לקommunikציה מאפשרים אינטגרציה חלקה למערכות פיקוח ובקרת נתונים (SCADA), ומאפשרים ניטור ו אבחון מרחוק. לארונות חשמל תעשייתיים יש יישומים רחבים בתחומים מגוונים, ביניהם אוטומציה בתעשיית היצרנות, מתקני טיהור מי שתייה, תחנות ייצור חשמל, מפעלי נפט וגז, ייצור פרמקוטיקה, עיבוד מזון ומערכות תחבורה. בייצור רכב, ארונות אלו מבקרים קווי montaj רובוטיים, מערכות קונבאייר וציוד בקרת איכות. מפעלי עיבוד כימי מסתמכים על ארונות חשמל תעשייתיים מיוחדים שנועדו לעמוד בדרישות הבטיחות החמורות לסביבות מסוכנות. בתעשייה הבנائية משתמשים בארונות אלו לפעולות של מנופים, מערכות מעלית ואוטומציה בבניינים. פעולות כרייה דורשות גרסאות עמידות במיוחד שיכולות לשרוד תנאים קיצוניים תוך שמירה על פונקציות אמינות של התפלגות ובקרה חשמלית בכל ציוד כרייה תת-קרקעי ומעל פני האדמה.