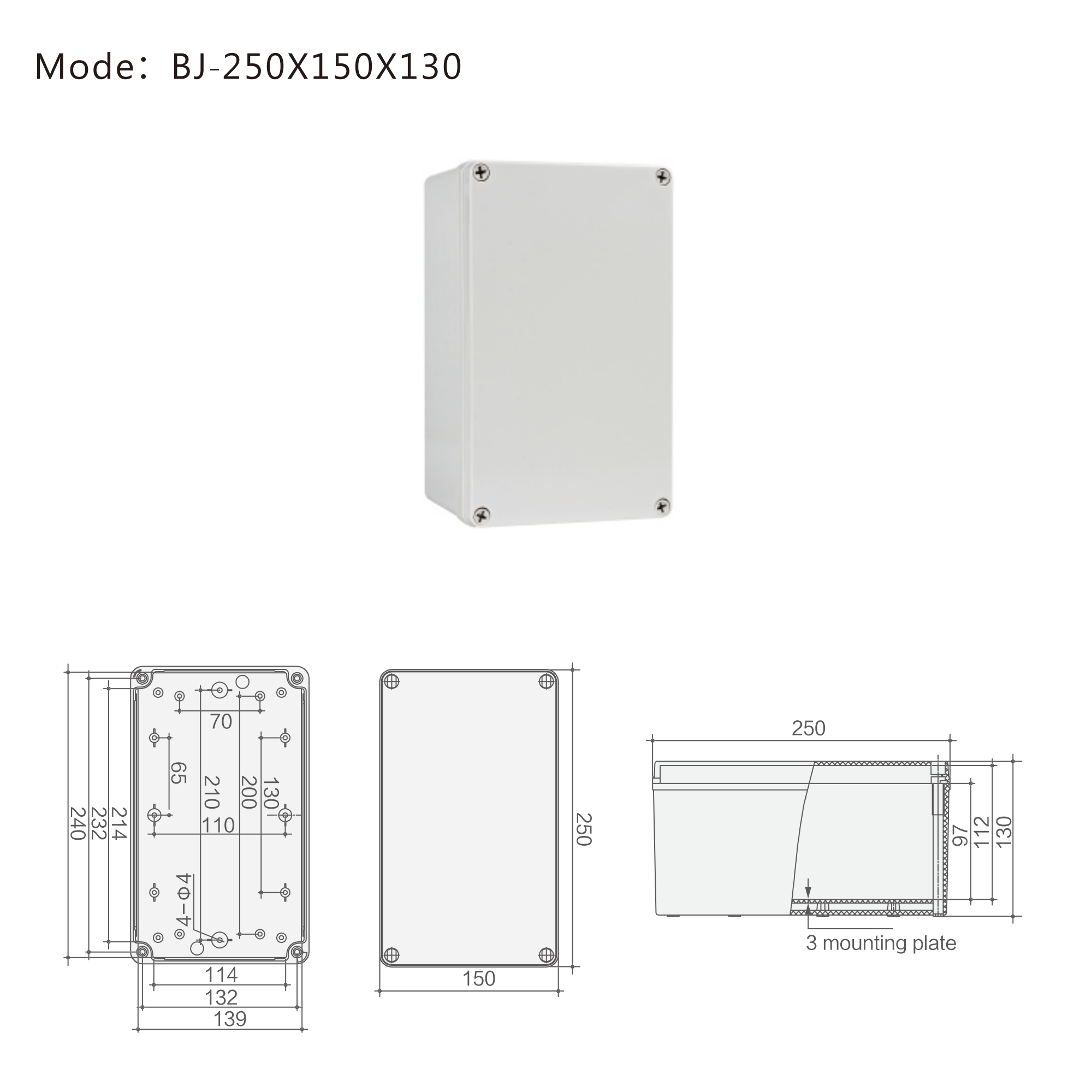
armoire électrique étanche
Un coffret électrique étanche constitue une solution de protection essentielle conçue pour préserver les composants et systèmes électriques contre les dommages causés par l’eau, l’infiltration d’humidité et les risques environnementaux. Ces enveloppes spécialisées constituent la première ligne de défense pour les équipements électriques sensibles dans des environnements exigeants, où l’exposition à l’eau, à l’humidité ou à des conditions météorologiques sévères pourrait compromettre leur intégrité fonctionnelle. La fonction principale d’un coffret électrique étanche consiste à créer un environnement hermétique empêchant toute pénétration d’eau, tout en conservant un accès aisé pour l’entretien et l’exploitation. Les conceptions modernes de coffrets électriques étanches intègrent des technologies d’étanchéité avancées, notamment des systèmes de joints, des serrures résistantes aux intempéries et des mécanismes de porte précisément conçus afin d’assurer une protection totale contre la pénétration de l’humidité. Parmi leurs caractéristiques techniques figurent l’utilisation de matériaux résistants à la corrosion, tels que l’acier inoxydable, les alliages d’aluminium ou des polymères spécialisés, capables de résister à une exposition prolongée à des conditions environnementales sévères. De nombreux modèles de coffrets électriques étanches possèdent une classification IP65 ou IP66, indiquant leur capacité à résister à l’intrusion de poussière et à supporter des jets d’eau puissants provenant de plusieurs directions. Des fonctions de régulation thermique sont souvent intégrées via des systèmes de ventilation ou des dispositifs de gestion thermique, empêchant ainsi la formation de condensation tout en maintenant des conditions optimales de fonctionnement pour les équipements logés à l’intérieur. Les applications des solutions de coffrets électriques étanches couvrent de nombreux secteurs industriels et environnements variés. Les installations marines dépendent fortement de ces enveloppes protectrices pour abriter les systèmes de navigation, les équipements de communication et les tableaux de répartition électrique. L’infrastructure télécoms extérieure repose sur la technologie des coffrets électriques étanches pour protéger les composants réseau critiques contre les intempéries. Les installations industrielles utilisent ces coffrets dans les zones soumises à des opérations de lavage intensif, les environnements de traitement chimique et les installations extérieures, là où des enveloppes conventionnelles ne seraient pas adaptées. Les usines de traitement des eaux, les stations d’épuration et les centrales hydroélectriques constituent d’autres domaines d’application où la protection offerte par les coffrets électriques étanches s’avère indispensable pour assurer la continuité du fonctionnement et la longévité des équipements dans des environnements riches en humidité.