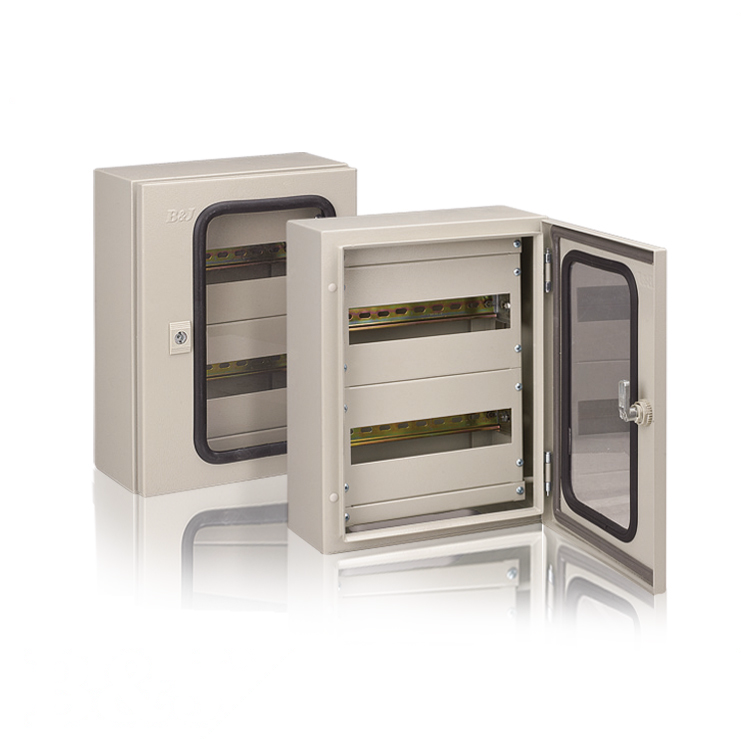
modular industrial enclosure
A modular industrial enclosure represents a revolutionary approach to housing critical electrical and electronic components in demanding industrial environments. This innovative protection solution consists of interconnected standardized panels, frames, and accessories that can be assembled into various configurations to meet specific operational requirements. The modular industrial enclosure system provides exceptional flexibility, allowing manufacturers to create custom housing solutions without the expense and time commitment of traditional fabricated enclosures. The primary functions of a modular industrial enclosure include protecting sensitive equipment from environmental hazards such as dust, moisture, chemicals, and electromagnetic interference. These enclosures maintain optimal operating conditions for control panels, switchgear, instrumentation, and automation equipment across diverse industries. The technological features of modern modular industrial enclosures incorporate advanced materials science and precision engineering. High-grade aluminum extrusions form the structural backbone, providing excellent strength-to-weight ratios while resisting corrosion in harsh environments. Integrated sealing systems utilize premium gaskets and weatherstripping to achieve superior ingress protection ratings, often meeting IP65 or IP66 standards. The modular design philosophy enables rapid assembly and modification through standardized connection methods, eliminating welding requirements and reducing installation time significantly. Applications for modular industrial enclosures span numerous sectors including manufacturing, power generation, water treatment, pharmaceutical production, and process control facilities. These versatile protection systems accommodate everything from simple junction boxes to complex multi-bay control rooms. The scalable nature of modular industrial enclosures makes them ideal for phased project implementations, where initial installations can be expanded systematically as operational needs grow. Temperature management capabilities integrated into modular industrial enclosure designs include provisions for cooling systems, heating elements, and ventilation components, ensuring optimal performance across varying environmental conditions.